فرسازی فرآیند مالش فلز با ابزار سخت کوچکی است که می تواند از نوع توپی یا غلتکی باشد تا سطح را فشرده کند. این یک تکنیک تکمیل بسیار مفید است که می تواند سطح کار را افزایش دهد و همچنین ریزسختی را افزایش دهد. سوزاندن با نام های مختلف دیگری نیز شناخته می شود:
- فرآیند فوق تکمیل
- فرآیند بالیزه کردن
جلا دادن چیست؟
فرآیند براق کردن یکی از پیشرفتهترین تکنیکهای تکمیل است که در آن هیچ برادهای تولید نمیشود و مواد از سطح قطعه کار جدا نمیشود.
این بستگی به فشار دادن یک ابزار نورد بر روی سطح قطعه کار دارد. تغییر شکل پلاستیک یا تغییرات فیزیکی یک سطح، به دلیل تماس لغزشی با جسم دیگر، با استفاده از این تکنیک به دست می آید.
هنگامی که تنش تماس موضعی از استحکام تسلیم ماده بیشتر می شود، فرآیند براق کردن را می توان با استفاده از یک سطح کشویی انجام داد.
سنگ زنی را می توان به روش های مختلفی انجام داد. برای ایجاد تغییر شکل پلاستیک، به سادگی نیاز است که ابزار براق کننده با قطعه کار با نیروی کافی مالیده شود. برای این کار می توانید از دستگاه اختصاصی استفاده کنید یا این کار را بر روی دستگاه تراش یا فرز معمولی انجام دهید.
در ماشین های اختصاصی، ابزار به موتوری متصل می شود که در اطراف قطعه کار می چرخد. قطعه کار با استفاده از میز عاقل یا مغناطیسی به دستگاه متصل می شود. هنگامی که ابزار دوار براق کننده قطعه کار را لمس می کند درجه ای از نیرو اعمال می کند. همانطور که قطعه کار از چپ به راست حرکت می کند، فرآیند براق کردن انجام می شود.
دو روش اصلی برای بازرسی و رتبه بندی فرآیند براق کردن وجود دارد:
- بررسی سطح با چشم غیر مسلح
- اندازه گیری مستقیم با استفاده از ابزار مناسب
گزینه اندازه گیری مستقیم قادر به تعیین یک مقدار عددی برای پرداخت سطح است که به شما امکان مقایسه و تضاد با سایر فرآیندهای صیقلی را می دهد.
محبوب ترین ابزار مورد استفاده، پروب های قلم است که بر اساس اصول الکتریکی کار می کنند. حرکت قلم یک سیگنال ولتاژ تولید می کند و عناصر پنوماتیکی برای اندازه گیری سطح واقعی استفاده می شود.
تغییرات فرآیند
دو روش اصلی برای اجرای براق کردن وجود دارد که به این صورت شناخته می شوند:
- برش غلتکی
- براق کردن توپ
برش غلتکی
این یک تکنیک فرآیند کار سرد است که زمانی که غلتک های سخت شده بر روی سطح ماده جابجا یا چرخانده می شوند، یک سطح فوق العاده پایان/ریز ایجاد می کند.
براق کردن توپ
براق کردن با گلوله باعث ایجاد یک روکش فوق العاده می شود که اغلب زمانی که به دنبال تولید رنگ/درخشندگی خاصی بر روی سطح قطعه کار هستید، استفاده می شود. در این فرآیند، یک توپ سخت بر روی سطح قطعه کار فشرده می شود.
موادی که می توانند از براق کردن سود ببرند
فرآیند پخت بیشتر بر روی فلزات نرم مانند آلومینیوم، برنج، روی و پلاستیک انجام می شود. همچنین می توان آن را بر روی آلیاژهای فولاد کم کربن انجام داد.
برنامه های کاربردی برای براق کردن
فرآیند براق کردن به طور منظم با مجموعه ای از محصولات مختلف مانند:
- ابزار برش
- پره های توربین
- ایرفویل ها
- لوله های منحنی
- رشته پزشکی
- لوله های مویرگی
- لوله های بهداشتی
- اپتیک
- صنایع غذایی
- سوزن
دستورالعمل های طراحی مکانیکی
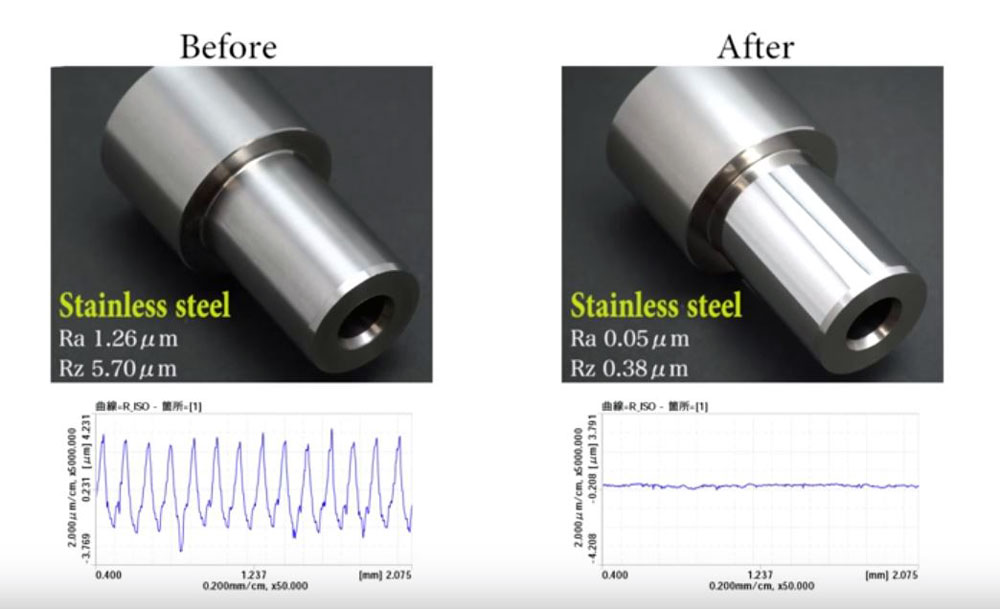
- مقدار زبری سطح (ra) بین 0.04 و 0.8 میکرومتر اندازه گیری می شود.
- فرآیند براق کردن، اندازه گیری زبری سطح را از 0.8 میلی متر تا 2.5 میلی متر ایجاد می کند.
- از آنجایی که این یک فرآیند غیر ماشینکاری است، تغییر شکل با تغییرات فشار/نیرو در تماس با سطح متفاوت خواهد بود.
- شکل/بافت به دست آمده با استفاده از براق کردن نامنظم است.
- نامنظمی سطح سطح غیر کاری نیز در فرآیند براق کردن اهمیت دارد.
- جهت لایه ها به روش مورد استفاده بستگی دارد.
اقتصاد فرآیند پخت
- هزینه تجهیزات بسیار پایین – در برخی موارد به ماشین یا ابزار خاصی نیاز نیست
- نرخ تولید بسیار پایین است – در مواردی که حجم بالا مورد نیاز است توصیه نمی شود
- اتوماسیون فرآیند امکان پذیر است – این می تواند تولید را افزایش دهد اما ممکن است هزینه های تولید را افزایش دهد
- مصرف انرژی کم
- بدون اتلاف مواد – پتانسیل برای صرفه جویی در هزینه
- در این فرآیند نیازی به روغن کاری نیست – کاهش هزینه های کلی
- این فرآیند سرد کاری مقرون به صرفه تر است در مقایسه با فرآیند کار گرم
- امکان صرفه جویی قابل توجهی در زمان وجود دارد در مقایسه با سایر فرآیندها
مزایای براق کردن
- زمان کمتری برای این فرآیند لازم است
- هیچ ماده ای حذف نمی شود، بنابراین هیچ زباله ای تولید نمی شود
- کنترل تمام مراحل این فرآیند آسان است
- نویز پایین
- مناسب برای استفاده بر روی تمامی ماشین آلات
- بدون نیاز به روغن کاری اضافی
- ابزارهایی با ماندگاری بیشتر ایجاد می کند
- بدون سایش یاتاقان ها، بدون نیاز به لغزنده
- بدون تغییر ابعادی قابل توجه
- در طول فرآیند نیازی به خنک کننده نیست
- گرد و غبار/گل ایجاد نمی شود
مضرات براق کردن
- این فرآیند برای تمام کارهای تکمیلی معمولی مناسب نیست – سایر تکنیک های مرسوم ممکن است مناسب تر باشند
- ممکن است در مقابل روش های سنتی تر، شاید کمتر موفق، پیامدهای هزینه ای در نظر گرفته شود
- جداول عاقلانه/مغناطیسی برای تولید انبوه مناسب نیستند
- یک ارزیابی عددی برای بررسی صافی پرداخت مورد نیاز است