رشته طراحی ابزار برای تولید اساسی است. هزینه ساخت و محصول نهایی به شدت به طراحی ابزار بستگی دارد.
طراحی ابزار از طرق مختلفی بر هزینه تأثیر می گذارد. اول، عمر ابزار را تعیین می کند، یعنی مدت زمان ماندگاری ابزار قبل از نیاز به تعویض. ثانیاً، بر کیفیت محصول تأثیر میگذارد و هر گونه هزینه ناشی از کیفیت پایین و هزینههای دوباره کاری که به کل هزینه محصول نهایی اضافه میشود. سوم، طراحی ابزار میتواند بر زمان چرخه یک فرآیند تولید تأثیر بگذارد، که ما را قادر میسازد واحدهای بیشتر یا کمتری را در یک زمان معین تولید کنیم. به این دلایل، درک اصول طراحی ابزار مهم است.
این مقاله جنبههای اساسی مختلف طراحی ابزار، از جمله انواع مختلف ابزارها، KPI (معیارهای کلیدی عملکرد)، ویژگیهای آنها و عواملی که باید در هنگام طراحی ابزار در نظر گرفته شود را پوشش میدهد.
تعریف
طراحی ابزار یک حوزه تخصصی از مهندسی ساخت است که شامل تجزیه و تحلیل، برنامه ریزی، طراحی، ساخت و استفاده از ابزارها، روش ها و رویه های لازم برای افزایش بهره وری تولید می شود. [Dr. Nageswara Rao Posinasetti]
اهداف طراحی ابزار
1. محصولی را در حد مجاز در کمترین حد ممکن تولید کنید هزینه. (به خاطر داشته باشید که هزینه کلی تولید به شدت تحت تأثیر هزینه ابزارآلات است.)
2. افزایش تولید با طراحی ابزارهایی که دارند تولید سریعتر نرخ ها
3. حفظ کنید کیفیت محصول نهایی با طراحی ابزارهایی که به طور مداوم قطعات خوبی تولید می کنند.
4. ابزار طراحی که هستند آسان و ایمن برای استفاده و بهره برداری
انواع ابزار
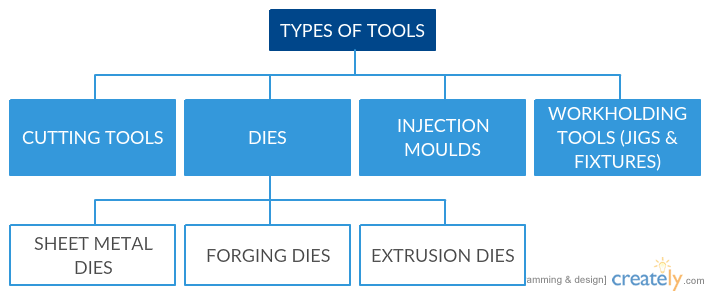
ابزار برش
فرآیندهای ماشینکاری به ابزارهای برشی نیاز دارند که تحت نیروهای عظیمی قرار می گیرند و شیب دمایی قابل توجهی را تجربه می کنند. به طور کلی، چهار جنبه از ابزار برش وجود دارد که باید در نظر گرفته شود:
عمر ابزار: این عمر ابزار است که پس از آن ویژگی های عملیاتی خود را از دست می دهد. دو دسته کلی از خرابی ابزار وجود دارد:
- شکست زودرس: شکستگی ناشی از نیروهای برش بیش از حد، یا شکست حرارتی ناشی از دمای بالای برش
- شکست تدریجی: یک ابزار برش با نزدیک شدن به مدت عمر خود با استفاده عملیاتی به تدریج از کار می افتد.
مواد ابزار: برخی از خواص مواد ابزار وجود دارد که باید در نظر گرفته شود:
- سختی: توانایی این ابزار برای جلوگیری از شکستگی
- سختی گرم: سختی یک ماده در دماهای بالا
- مقاومت در برابر سایش: توانایی این ابزار برای مقاومت در برابر سایش
هندسه ابزار: هر ابزار با هندسه و زوایای آن توصیف می شود. هر شکل ابزاری هدف خاصی در برش فلز دارد که به منظور دستیابی به کارآمدترین جداسازی براده ها از قطعه کار است. این چیزی است که هندسه ابزار را مهم می کند.
مایعات برش: استفاده از سیالات برش در عملیات برش بسیار مهم است. موارد زیر چند جنبه مهم سیالات برش است:
- ابزار سازی: کاهش حرارت تولید شده در ناحیه اصطکاک و برشی.
- روغن کاری: کاهش اصطکاک بین ابزار و تراشه.
| فرمولاسیون شیمیایی | روش های کاربردی | ||
| روغن های برش | اثر خنک کننده به سمت پایین افزایش می یابد | سیل | اثر روانکاری به سمت پایین کاهش می یابد |
| روغن امولسیون شده | غبار | ||
| مایعات شیمیایی | مانوا | ||
قالب های ورق فلزی: کلمه “بمیر” برای توصیف ابزار مورد استفاده برای تولید قطعات مهر و موم شده یا شکل داده شده استفاده می شود. یک ست قالب شامل یک جزء نر و ماده است که در تقابل با یکدیگر کار می کنند. نیمه بالایی مجموعه، که ممکن است نر یا ماده باشد، بر روی قوچ پرس نصب می شود که سپس عمل ضربه را انجام می دهد. قالب یک ابزار تخصصی است که در ساخت به کار می رود. برش و/یا شکل مواد با استفاده از ماشین های پرس کار. قالب ها اشکال مختلفی دارند و می توان آنها را به صورت زیر طبقه بندی کرد:
| فرآیندهای ورق فلز | |
|---|---|
| خالی کردن | Blanking یک فرآیند برشی است که در آن یک قطعه مسطح از مواد با برش شکل دلخواه در یک عملیات واحد تولید می شود. |
| سوراخ کردن | سوراخ کردن یک عمل سوراخ کردن است که در آن تعداد زیادی سوراخ با هم سوراخ می شود. |
| بریدگی | بریدگی نیز یک عمل سوراخ کردن است که لبه های قطعه کار را جدا می کند. |
| اصلاح | تراشیدن یک فرآیند برش است که در آن مقدار کمی از قسمتی که از قبل خالی شده است برداشته می شود. |
| پیرایش | پیرایش به عنوان عملیات نهایی استفاده می شود که در آن مواد نامنظم اضافی و ناخواسته از ورق های کشیده شده جدا می شود. |
| برش | فرآیند برش برای جدا کردن مهر زنی از استوک/نوار استفاده می شود. |
قالب های آهنگری: آهنگری یک فرآیند تولید است که با استفاده از نیروهای فشاری موضعی، فلز را شکل می دهد. آهنگری را می توان با توجه به دمای فرآیند طبقه بندی کرد:
من. آهنگری سرد
ii آهنگری گرم
III. آهنگری داغ
برای آهنگری گرم و داغ، قطعه کار قبل از عملیات پرسکاری گرم می شود.
قالب های اکستروژن: اکستروژن فرآیندی است که برای ایجاد نمایه مقطعی با استفاده از ابزار قالب استفاده می شود. ماده ای که باید اکسترود شود از طریق ابزار قالب رانده می شود. چنین فرآیندی دو مزیت عمده دارد. اول، می توان به هندسه های بسیار پیچیده دست یافت. ثانیاً، مواد ترد فقط به صورت فشاری شکل می گیرند و نیروهای برشی اعمال می شوند (مواد شکننده به نیروهای کششی حساس هستند). درست مانند آهنگری، اکستروژن نیز می تواند بر اساس دمایی که فرآیند در آن انجام می شود طبقه بندی شود. طبقه بندی به شرح زیر است:
من. اکستروژن سرد
ii اکستروژن گرم
III. اکستروژن داغ
ابزار قالب تزریق
قالب گیری تزریقی یک فرآیند تولیدی است که در آن قطعات با تزریق مواد مذاب به داخل قالب تولید می شوند. قالبگیری تزریقی را میتوان با استفاده از مواد مختلفی از جمله فلزات (فرایند فلزات ریختهگری تحت فشار)، شیشه، ترموست و پلیمرهای ترموپلاستیک انجام داد.
ابزارهای نگهداری کار
ابزارهای نگهدارنده کار شامل هر وسیله ای است که برای نگه داشتن قطعه کار در محل ابزار برش استفاده می شود. این می تواند شامل گیره ها، گیره ها، چاک ها، وسایل و غیره باشد. تصمیم گیری در مورد نحوه نگه داشتن قطعه کار ممکن است به موارد زیر بستگی داشته باشد:
- کدام سطوح را می توان به صورت تکی ماشین کاری کرد
- دقت فرآیند ماشینکاری
- نیروهای برش، سرعت و نرخ تغذیه
- مسیر ابزار
- اندازه و شکل ابزار
مواد ابزار
خواص فیزیکی یک ماده نحوه واکنش مواد را تحت شرایط خاص کنترل می کند. خواص فیزیکی برای یک ماده طبیعی است و بدون تغییر در ترکیب خود ماده نمیتوان آن را برای همیشه تغییر داد. این خواص فیزیکی عبارتند از:
- تراکم: وزن ماده در واحد حجم، مانند; lb/ft3 یا kg/m3.
- رنگ: رنگ طبیعی مواد.
- رسانایی الکتریکی: اندازه گیری توانایی یک ماده برای اجازه دادن به جریان الکتریکی.
- رسانایی گرمایی: تابع سرعت جریان گرما در یک ماده.
- انبساط حرارتی: اندازهگیری تغییر ابعادی که ماده در مواجهه با گرما نشان میدهد، بنابراین بر دقت تأثیر میگذارد.
- نقطه ذوب: دمایی که در آن ماده از حالت جامد به مایع تبدیل می شود. همچنین می توان آن را به عنوان یک معیار تقریبی از مقاومت حرارتی تعریف کرد.
طراحی ابزار برش
طراحی ابزار برش نیاز به درک فرآیند ماشینکاری، مواد درگیر و پارامترهای عملیات دارد. موارد زیر باید در نظر گرفته شود:
- سختی راه اندازی: برای دستیابی به دقت و پرداخت سطح، یک راه اندازی سفت و سخت حیاتی است. هم قطعه کار و هم ابزار برش باید برای کنترل ارتعاشات و زنگ زدن در حین ماشینکاری صلب باشند. افزایش جرم عناصر سیستم ماشینکاری با کاهش ارتعاشات و فرکانس تشدید، استحکام را افزایش می دهد.
- قدرت ابزار برش: ابزارهای برش باید به اندازه کافی قوی باشند تا از شکستگی و تغییر شکل توسط نیروهای ماشینکاری جلوگیری شود. آنها همچنین باید برای غلبه بر وضعیت اضافه بار که ممکن است در طول زندگی کاری مورد نظر با آن مواجه شوید طراحی شوند.
- لینک های ضعیف: پیوندهای ضعیفی مانند اعضای فرسوده و جدا شده معمولاً برای احتمال خرابی ابزار در نظر گرفته می شوند. این آسیب به نگهدارندههای ابزار برش و ماشینابزارهای قابل نمایش را محدود میکند.
- محدودیت های نیرو: نیروهای عملیاتی بدیهی است که ممکن است توسط حلقه های ضعیف ذکر شده در بالا محدود شوند.
- سرعت، خوراک و اندازه: محدوده سرعت و تغذیه ماشین ابزار، ظرفیت آداپتور و فاصله های کاری، همگی محدودیت های ایجاد شده در طراحی ابزار و نرخ تولید هستند.
طراحی فیکسچر
یراق آلات از بست های استاندارد گرفته تا گیره ها و چاک ها تا صفحات فلزی با شکاف های کلید و سوراخ های شیر برای اتصال دهنده ها متغیر است. آنها همچنین می توانند وسایل اختصاصی بخشی خاص باشند که به طراحی و الزامات ساخت گسترده نیاز دارند. برای ماشینکاری صحیح یک قطعه، باید آن را در تنظیماتی نگه داشت که مکان مشخصی را با توجه به نقاط مبدأ و سطوح قطعه تضمین کند. این باید برای بسیاری از قسمت ها قابل تکرار باشد.
فیکسچر همچنین باید قطعه را ایمن نگه دارد در حالی که ارتعاشات، نیروهای برش، نیروهای گریز از مرکز و گرانش برای جابجایی قطعه عمل می کنند. در تئوری، محل و گیره قطعات کار مسائل جداگانه ای در نظر گرفته می شود، اما مکان یابی و گیره جدایی ناپذیر هستند. پس از قرار گرفتن، عمل نگه داشتن باید اطمینان حاصل کند که قطعه کار برای ماشینکاری پایدار است. برعکس، نیروی گیره نباید آنقدر زیاد باشد که قطعه کار را منحرف کند، خراشیده یا بشکند.
طراحی به کمک کامپیوتر (CAD)
طراحی به کمک کامپیوتر (CAD) در طراحی و ساخت ابزار اهمیت زیادی دارد.
CAD استفاده از سیستم های کامپیوتری برای کمک به ایجاد، اصلاح، تجزیه و تحلیل یا بهینه سازی یک طرح است. [Narayan, K. Lalit]
استفاده از پلتفرم های CAD بهره وری طراحان را افزایش داده، کیفیت طراحی را بهبود بخشیده و ارتباطات بین رشته های مختلف را آسان کرده است. خروجی CAD اغلب به شکل داده های چاپی و ماشینکاری الکترونیکی (کد برنامه/عملیات) است. طراحان ابزار از CAD مانند طراحان محصول استفاده می کنند و مدل های سه بعدی، چاپ های دو بعدی و کد ماشین را برای تولید انواع ابزارها ایجاد می کنند.